

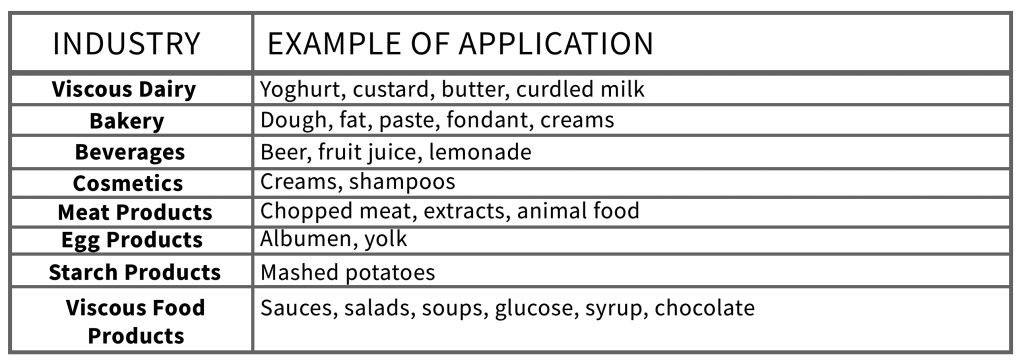
The Sanitary Lobe Pump is the most versatile Lobe Pump on the market. There are 11 pumps within the Sanitary Lobe Pump series that are ATEX rated and EHEDG compliant, this means that the pumps are ideal for hygienic and sanitary applications, particularly for the food, pharmaceutical and chemical industries.
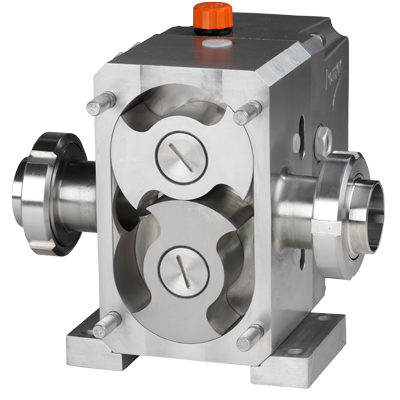
 For additional information on the Sanitary Lobe Pump and an example of one in action with chocolate, visit our Sanitary Lobe Pump Guide where we discuss how to maintain a Lobe Pump, how a Lobe Pump works and the benefits of owning one, not just in relation to chocolate!
For additional information on the Sanitary Lobe Pump and an example of one in action with chocolate, visit our Sanitary Lobe Pump Guide where we discuss how to maintain a Lobe Pump, how a Lobe Pump works and the benefits of owning one, not just in relation to chocolate! | Technical Information | |
| Maximum Capacity | 110 m³/hr |
| Maximum Pressure | 15 Bar, 25 Bar upon request |
| Maximum Temperature | 140ºC |
| Maximum Viscosity | <1’000’000 cPs |
| Maximum Solids Passage | 60 mm |
| Surface Roughness | <0.8 as standard, 0.5 upon request |
| Speed Range | Up to 1500 rpm |
| Materials | Cast Stainless Steel AISI 316L |
We pride ourselves on our service and response times, going above and beyond for clients to ensure we provide a long-lasting pump solution. Our pump specialists can help answer any queries and assist with pump projects to help your operation run as smoothly as possible. Get in touch with our sales team today.
We pride ourselves on our service and response times, going above and beyond for clients to ensure we provide a long-lasting pump solution. Our pump specialists can help answer any queries and assist with pump projects to help your operation run as smoothly as possible. Get in touch with our sales team today.
01928 333 400<br> [email protected]<br> [email protected]<br>
Our experts are just a call away: 01928 333 400 Alternatively, fill out the form below and we will be in touch within 24 hours.
Our experts are just a call away: 01928 333 400 Alternatively, fill out the form below and we will be in touch within 24 hours.
Our experts are just a call away: 01928 333 400 Alternatively, fill out the form below and we will be in touch within 24 hours.
Pump in need of repair? Call TS Pumps today on 01928 333 400
Pump in need of repair? Call TS Pumps today on 01928 333 400

Mon – Thurs 08:30 – 17:00 Friday 08:30 – 16:30
TS Pumps, 10 Cormorant Drive, Runcorn, Cheshire, WA7 4UD





