

The Sanitary Lobe Pump is the most versatile Lobe Pump on the market. This pump series is ATEX rated and EHEDG compliant, making this pump ideal for hygienic and sanitary applications, particularly for the food, pharmaceutical and chemical industries.

A Lobe Pump is a versatile pump that can be used in a range of trades, including Beverage, Pharmaceutical, Chemical and Food industries. In this guide you will find useful information on the use of Sanitary Lobe Pumps within the Food Industry, specifically for Chocolate applications.

Sanitary Lobe Pump
It is important to note that Lobe Pumps still have many benefits for other industries. They are highly efficient, reliable and corrosion resistant, and are also manufactured to support CIP and SIP (Clean-in-place/Sterilize-in-place) features.
There are 2 lobes within the pump casing that rotate in opposite directions without touching each other. The lobes will rotate passed the suction port of the pump casing. When this happens, the volume between the lobes increases, creating a vacuum which draws liquid into the pump casing. As the lobes rotate towards the discharge port, pressure builds up due to the volume between the lobes decreasing. This causes the liquid within the pump casing to flow out of the discharge port.
Regularly checking your Lobe Pump will avoid unnecessary downtime and reduce breakdown costs.
Pumping chocolate can be a very delicate process. For this reason, a number of factors have to be taken into account. The viscosity of the fluid can be very high, so it is essential that the appropriate pump is selected. This is why the Lobe Pump is an ideal solution as they are hygienic pumps, easy to clean and are capable of efficiently pumping high viscosity products.
For chocolate containing suspended solids, such as nuts, your Lobe Pump will be supplied with Bi-Wing lobes which reduce the amount of damage to the solids.
One issue faced when pumping chocolate is maintaining a constant temperature because if the temperature is too hot it can cause the chocolate to caramelise, whereas if the temperature is too low the product could solidify or crystallise within the pump. This can affect the efficiency of the pump, with a reduced flow or even a complete blockage which will more than likely cause damage to your Lobe Pump.
We solve this issue for our customers by fitting a Heating or Cooling Jacket that will maintain the product being pumped at a constant temperature. The jacket can be fitted to the front cover of the Lobe Pump or to the body of the pump. Alternatively, a jacket can be fitted to both of these areas.
We supply various seal options that are ideal for your Lobe Pump when being used for pumping chocolate, all of which are in accordance with FDA and EC-1935/2004 guidelines. Your choice of seal must be appropriate for the type of chocolate you are pumping.
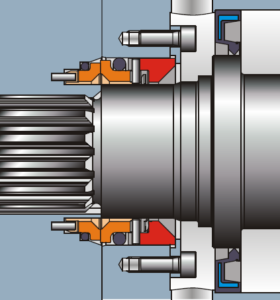
Single Mechanical Seal for Lobe Pump
The single mechanical seal is our standard choice for chocolate applications. Mechanical seals are a durable option suited for higher pressures and more abrasive products. This is due to Tungsten carbide being the recommended material because of the material’s high resistance to wear and shock.
Maximum system pressure depends on the pump model.
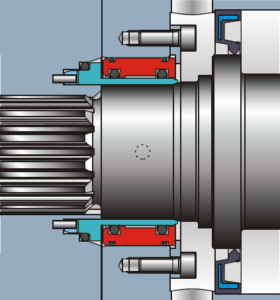
Double O-Ring Seal
In the risk of dry running the pump, a lubricated mechanical seal is a suitable option. Lubrication can be accomplished by food grade fat or with a food grade oil. Both low pressure and overpressure can be used with this seal configuration.
Maximum system pressure depends on the pump model.
Double O-Ring Seal with Food Grade Lubrication
This is a user-friendly and economical option for applications with a risk of dry running. Lubrication can be achieved by food grade fat or with a food grade oil. The service life of these seals will be reduced with higher speed, pressure and abrasiveness.
Maximum system pressure of 3 bar.
The lubricator supplies the mechanical seals with a food-grade grease certified according to USDAH1. After activation, an inert gas will empty the bottle within 1 to 12 months depending on the setting.
Chocolate can be very abrasive and can caramelize, leading to rapid wear of the surfaces. The aim of introducing food grade fat lubrication is that it will coat the mechanical seal faces with clean grease rather than chocolate, therefore reducing pump wear.
Upon delivery, your Lobe Pump will come with a lobe rotor tool and dummy rotors to aid in replacing lobes and mechanicals seals within the pump, just one way we aim to reduce your pump’s downtime and increase efficiency.
At TS Pumps we specialise in the supply and service of industrial pumps and systems into key industries and markets, so if this pump isn’t quite right for you, you can read more about our full range of Pumps here or contact our team today to discuss your business requirements.




